the Synergistic Optimization Technology of Deionized Water and Alcohols in the solvent system of Lithium-ion Battery anode
main content
In the manufacturing of lithium-ion batteries, the negative electrode bonding system is a core elaIn the manufacturing of lithium-ion batteries, the solvent system of the negative electrode slurry is one of the key factors affecting the performance of the electrode. Water-based solvents mainly composed of deionized water have become the mainstream choice due to their advantages such as environmental friendliness and low cost. However, their wettability and dispersion stability need to be precisely regulated. The following analysis is conducted from aspects such as solvent ratio, the role of alcohol additives, and process challenges.ement to ensure the structural stability and electrochemical performance of the electrode. The combination of sodium carboxymethyl cellulose (CMC) and styrene-butadiene rubber (SBR) has become the mainstream bonding system for graphite anodes due to its unique complementarity. The two achieve a balance of dispersibility, bonding strength and flexibility with a ratio of 2.25%. The following analysis is conducted from aspects such as material properties, synergy mechanisms, and technical challenges.
I. The Core role of deionized water and the control of solid-liquid ratio
1. The advantages of water-based solvent systems
Deionized water, as the main solvent of the negative electrode slurry (accounting for approximately 80% to 90%), has the following advantages:
Environmental friendliness: Compared with the oil-based solvent NMP, the water system has no VOC emissions, which conforms to the trend of green manufacturing.
Cost-effectiveness: No solvent recovery device is required, reducing equipment investment and production energy consumption.
Process compatibility: It works in synergy with water-based binders such as CMC and SBR to form a stable three-dimensional network structure.
2. Precise control of solid-liquid ratio
The solid content of the slurry (the proportion of solid mass to the total slurry mass) directly affects viscosity and dispersibility:
Typical ratio: The solid-liquid ratio is controlled at 1:1.13 (solid content approximately 46%), at which point the viscosity is about 4000 mPa·s, taking into account both fluidity and stability.
Imbalance impact:
Excessive solid content (>50%) : The viscosity increases sharply, making coating difficult and the electrode sheet prone to scratches or uneven thickness.
Low solid content (<40%) : Particle sedimentation intensifies, conductive agents and active substances are prone to agglomeration, and the resistance of the electrode sheet increases.
Case: In patent CN105932229B, a staged water addition process is adopted. In the initial stage, only 40% to 60% of the total deionized water is added. The viscosity is gradually adjusted through gradient dilution to reduce the risk of agglomeration.
Ii. Wettability Optimization Mechanism of Isopropyl Alcohol/Ethanol
1. The limitations of deionized water
The surfaces of active substances such as graphite have strong hydrophobicity, and pure water systems are prone to the following problems:
Excessive wetting Angle: The contact Angle between graphite and water is approximately 80° to 90°, causing bubbles to adsorb on the particle surface and hindering uniform dispersion.
Slurry stratification: Conductive agents (such as Super P) settle rapidly due to density differences, forming local agglomeration.
2. The role of alcohol additives
Step-by-step addition technology: In the traditional process, the CMC gel solution needs to be prepared in advance (taking 48 hours), while the dry mixing proaThe addition of isopropyl alcohol (IPA) or ethanol (concentration 2% to 5%) can significantly improve the wettability of the system:
Reducing surface tension: Alcohol molecules form hydrogen bonds with water through hydroxyl groups, reducing the surface tension of the solvent from 72 mN/m (pure water) to 3040 mN/m, and decreasing the wetting Angle to below 40°.
Enhance dispersion stability:
Electrostatic repulsion regulation: The dielectric constant of ethanol (24.3) is lower than that of water (80.1), which weakens the repulsive force of the double electric layer, but balances the interparticle force by reducing the absolute value of the Zeta potential (from 30 mV to 15 mV).
Steric hindrance enhancement: Alcohol molecules adsorb onto the surface of graphite and form a composite adsorption layer with CMC, inhibiting secondary agglomeration.
Experimental data: Adding 3% isopropyl alcohol can reduce the sedimentation rate of the graphite slurry by 50%, and the TSI (Instability Index) of the slurry drops from 1.05 to 0.75.cess shortens the pulping time to 3.5 hours by adding CMC powder in three steps, and at the same time avoids the residue of the gel solution in the pipeline.
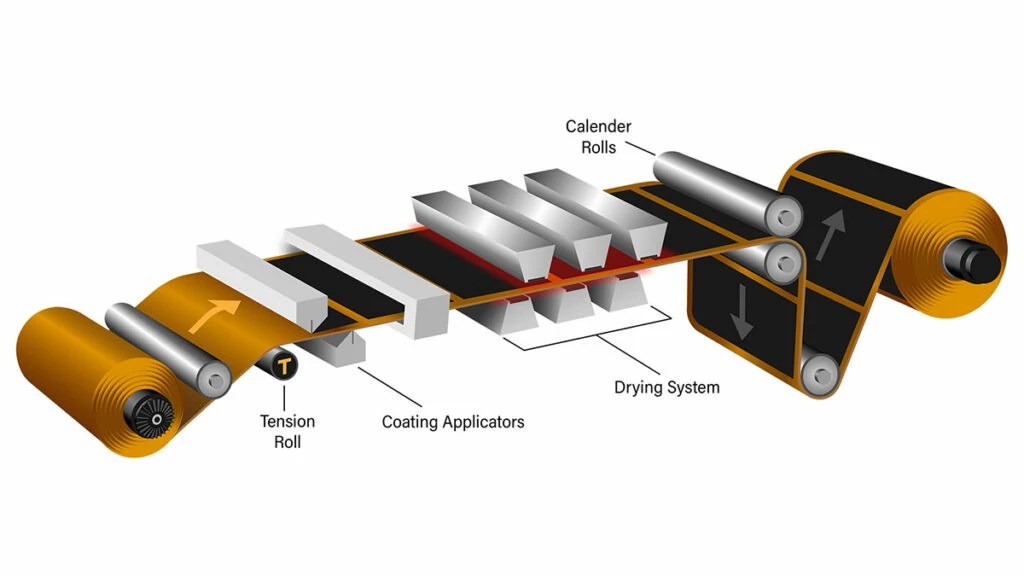
Drying condition control: SBR is sensitive to temperature. If the oven temperature exceeds 120℃, it may cause demulsification and form "black spot" defects. Optimizing the drying curve (with a gradient temperature rise of 80℃) can suppress the migration of SBR and ensure the uniformity of the electrode sheet.
Iii. Process Challenges and Innovation Directions of Solvent Systems
1. Moisture sensitivity and drying control
Binder hydrolysis risk: SBR emulsion is prone to demulsification at high temperatures (>80℃), and a gradient drying process (such as stepwise temperature increase from 80℃ to 100℃ to 120℃) should be adopted to reduce water residue.
Corrosion of metal current collectors: Trace amounts of Cl⁻ in water systems may corrode copper foil. It is necessary to control the conductivity of deionized water to be less than 1 μS/cm.
2. Side effects of alcohol addition
The difference in solvent evaporation rate: The boiling point of isopropyl alcohol is 82.6℃, and that of ethanol is 78.4℃. The difference in euboiling points with water leads to fluctuations in the components during the drying process. It is necessary to optimize the coating wind speed and temperature curve.
Binder swelling inhibition: Excessive alcohols may disrupt the hydrogen bond network of CMC. Patent CN109841789A proposes adding 0.5%1% ethylene carbonate (EC) as an auxiliary plasticizer to alleviate drying cracking.
3. Dispersion strengthening of low-viscosity systems
Nanomaterial dispersion technology: Nano-conductive agents such as carbon nanotubes (CNT) need to be combined with ultrasonic dispersion (frequency 2040 kHz) and sand grinding process (rotational speed 1500 rpm) to keep the length/diameter ratio of CNT within 100:1.
Application of surface modifiers: Introducing 0.1% to 0.5% polyoxyethylene ether surfactants to reduce the interfacial energy of graphite and improve the leveling property of the slurry.
Iv. Future Development Trends
1. Development of composite solvent systems: Exploring water/alcohol/ester ternary co-solvents to balance wettability, evaporation rate and cost (such as ethanol/propylene glycol methyl ether acetate system).
2. Intelligent control technology: Based on online viscosity sensors and AI algorithms, the solid-liquid ratio is dynamically adjusted to adapt to fluctuations in multiple batches of materials.
3. Bio-based solvent substitution: Biodegradable solvents such as ethyl lactate can replace some alcohols, reducing reliance on fossil fuels.
Conclusion
The negative electrode solvent system with deionized water as the core achieves a balance between environmental protection and performance through the optimization of solid-liquid ratio and the synergistic modification of alcohols. In the future, through material innovation and intelligent upgrading of processes, water-based solvent systems will drive the manufacturing of lithium-ion batteries towards a more efficient and sustainable direction.


START-STOP LITHIUM battery
Enov start-stop battery is designed to provide excellent performance for high-demand start-stop vaehicles. It adopts the third-generation intelligent lithium platform architecture to achieve technological breakthroughs in core indicators such as cycle life, environmental adaptability and energy density. Compared with the traditional lead-acid battery system, the energy efficiency is increased by 210%, the cycle life is extended by 8-10 times, and the monthly self-discharge rate is controlled within 3%. Enov's unique low-temperature battery technology makes a breakthrough in achieving stable output in the whole climate domain from -30℃ to 65℃, maintaining more than 90% of the effective capacity release under extremely cold conditions (-30℃), and maintaining 90% of the capacity in high temperature environments (65℃).
The start-stop battery series products cover the mainstream voltage platform of 12V/24V/48V, and support flexible configuration of LFP (lithium iron phosphate) and NCM (lithium nickel cobalt manganese oxide) dual-material system. All models adopt modular design to support customization of different model specifications. Enuo engineering and technical team to provide full cycle technical service support, if you need, please contact us.
Other products
UAV BATTERY
LITHIUM ENERGY STORAGE BATTERY
QUICK INQUIRY
FAQ
Access to high frequency technical questions with one click, get accurate answers on product application, after-sales policy and customization process.
Service and Support
Get the latest product specifications, explore professional OEM/ODM customization services, click to open exclusive technical support and production solutions.
Become a Partner
We sincerely invite resources to interconnect, work together for win-win development, and immediately open a new chapter of strategic cooperation!