Positive Electrode homogenization
main content
Cathode homogenization is one of the core steps in the manufacturing of lithium-ion batteries. Its purpose is to mix cathode active substances (such as lithium iron phosphate, lithium cobalt oxide, ternary materials, etc.), conductive agents, binders and solvents, etc. to form a uniform slurry. This process directly affects the energy density, cycle life and safety of the battery, and has extremely high requirements for the precision of production equipment and operational experience. The following analysis is carried out from aspects such as process methods, material properties, quality control and technical difficulties.
I. Process method of positive electrode homogenization
The positive electrode homogenization process needs to select different technical routes based on the material properties. Currently, the mainstream methods include wet method, semi-dry method, dry method, solvent immersion method and twin-screw pulping process, etc. Specifically, they are as follows:
The wet method takes the double planetary mixer as the core equipment and is completed in three steps:
Preparation of adhesive solution: Mix the binder (such as PVDF) with the solvent (such as NMP) and stir for 46 hours to form an adhesive solution with a solid content of 5% to 10%. Let it stand to defoam and then set it aside for later use.
Conductive agent dispersion: Add a conductive agent (such as SP carbon black), and uniformly disperse the conductive agent in the adhesive solution through high-speed dispersion (500±50 r/min).
Main material mixing: Add the cathode main material (such as lithium iron phosphate) in two batches, and achieve full wetting and dispersion through gradient speed control (300-1300 r/min).
Advantages: The slurry has high stability and is suitable for high-nickel ternary and other highly active materials. Disadvantages: Long process cycle and large solvent consumption.
The semi-dry method omits the step of preparing the adhesive solution and directly mixes the dry powder with the adhesive solution.
First, dry-mix the main material of the positive electrode with the conductive agent, then add the glue solution and solvent in stages. Through the "kneading" step (25±5 r/min), a high-viscosity slurry is formed, and finally, it is rapidly dispersed to reduce viscosity.
Applicable scenarios: For materials such as LFP (lithium iron phosphate) that have high requirements for uniform dispersion, the solid content can be controlled within 68% to 72%.
The dry method omits the preparation of the gel solution and directly dry-mixes all the powders and then sprays the solvent.
The main positive electrode material, conductive agent and binder are dry-mixed in proportion (400 r/min), then moistened by NMP spray, and finally dispersed at high speed to form a slurry.
Advantages: Simplified process and reduced solvent usage; Challenge: The uniformity of powder premixed must be strictly controlled; otherwise, it is easy to cause subsequent agglomeration.
Continuous production is achieved by using a twin-screw extruder:
The conductive agent is pre-prepared into a gel solution, which is then proportioned with the main material and solvent at the flow rate and input into the twin-screw. After premixing, the viscosity is reduced by a high-speed disperser.
Advantages: High production efficiency and excellent batch consistency; Defects: The equipment is severely worn and the maintenance cost is high.
Ii. The Influence of Material Properties on Homogenization
The physical and chemical properties of the cathode material directly determine the selection of homogenization process parameters:
Particle size and morphology: Nano-sized particles (such as nano-lithium iron phosphate) have a large specific surface area and are prone to agglomeration. They need to be pre-treated by ball milling or jet milling to a D50≤10 μm.
Surface chemical properties: High-nickel ternary materials (such as NCM811) are sensitive to humidity, and homogenization should be carried out in an environment with a dew point below 40℃.
2. Conductive agents and binders
Conductive agent type: Carbon nanotubes (CNTs) need to be pre-dispersed into a gel to avoid agglomeration; Carbon black (SP) needs to be dispersed by high-speed shearing.
Binder selection: PVDF needs to be dissolved in NMP to form a gel solution. New types of binders such as polyimide (PI) can enhance the flexibility of electrode sheets.
Solvent wettability: NMP has poor wettability for LFP and needs to be optimized through step-by-step spraying. Water-based solvents are environmentally friendly but the problem of electrode sheet corrosion needs to be solved.
The function of dispersants: Polyvinylpyrrolidone (PVP) and others can reduce the viscosity of the slurry and improve its fluidity.
Iii. Quality Control and Process Optimization
The rheological properties of the positive electrode slurry (viscosity, thixotropy, elastic modulus, etc.) are the core indicators for evaluating the quality of the homogenization:
1. Rheological property analysis
Flow curve: The dispersion state of the slurry is determined by the shear rate viscosity curve. The ideal slurry should exhibit shear thinning characteristics.
Thixotropic curve: The speed of viscosity recovery after high shear reflects the structural stability of the slurry and directly affects the uniformity of coating.
Oscillation curve: The ratio of the elastic modulus (G') to the viscous modulus (G') needs to be close to 1 to ensure that the slurry has both stability and fluidity.
Solid content control: The solid content in wet processes is typically 50-60%, while in semi-dry processes, it can reach over 70%. A higher solid content can reduce the amount of solvent used but requires a higher shear force.
Temperature and vacuum degree: During the kneading stage, the temperature should be controlled below 45℃ and vacuuming (80 kPa) should be carried out to prevent bubbles from affecting the density of the electrode sheet.
Fineness testing: The particle dispersion of the slurry is evaluated by using a scraper fineness meter, and the requirement is ≤20 μm.
Viscosity monitoring: The online viscometer adjusts the solvent addition amount in real time, with the target viscosity ranging from 4000 to 7000 mPa·s.
Iv. Technical Difficulties and Development Trends
1. Current challenges
High-nickel material homogenization: NCM811 and others are prone to moisture absorption and agglomeration, and it is necessary to develop low dew point environment equipment and anti-water absorption processes.
Application of water-based slurry: Solving problems such as high resistance of electrode sheets and corrosion of current collectors in water-based systems.
2. Innovation Direction
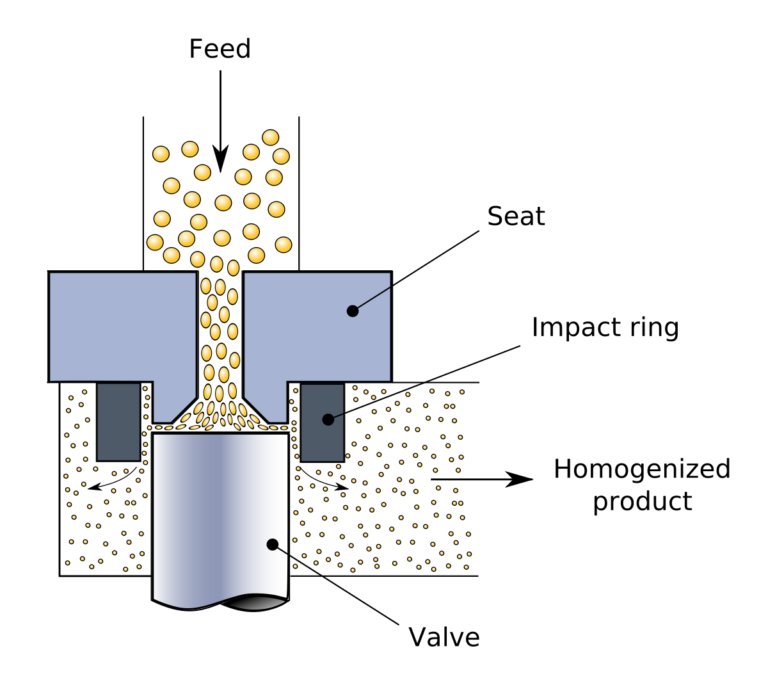
New dispersion technologies, such as ultrasonic dispersion and high-pressure homogenization technology, can reduce the agglomeration of conductive agents.
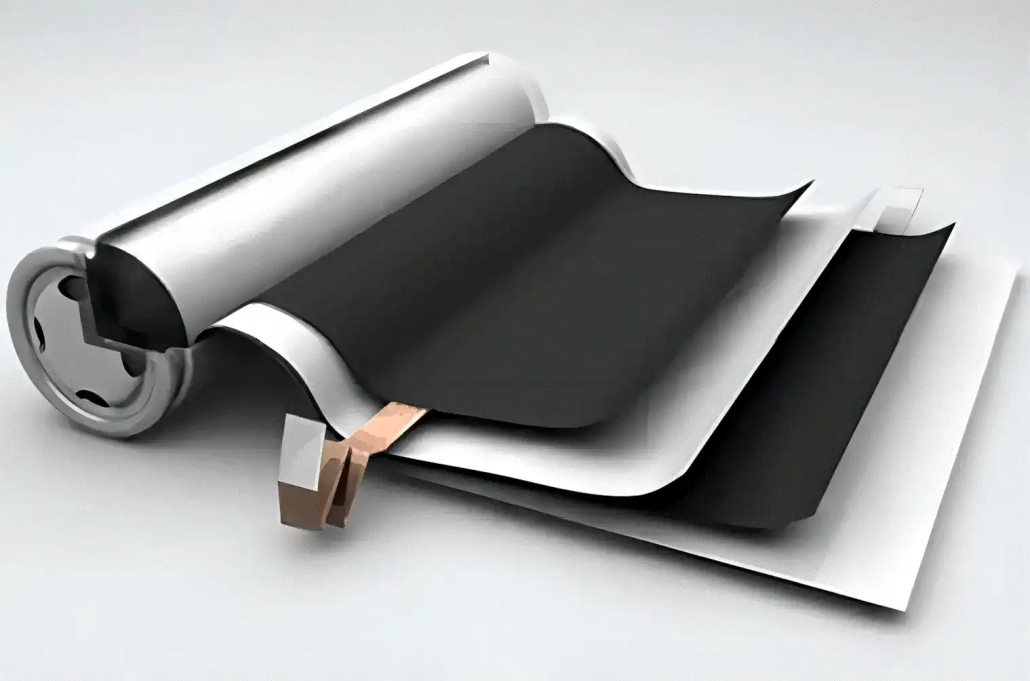
Continuous production: The combination of twin-screw and film coating enhances efficiency and reduces energy consumption.
Intelligent control: An adaptive adjustment system for process parameters based on machine learning to achieve real-time optimization of slurry quality.
Summary
Cathode homogenization, as the "source process" in lithium battery manufacturing, its process selection and quality control directly determine the upper limit of battery performance. With the promotion of high energy density materials (such as lithium iron manganese phosphate and lithium-rich manganese-based materials), the homogenization process needs to be iterated towards high precision, low energy consumption and continuous operation. In the future, through multi-dimensional innovations such as material modification, equipment upgrading and intelligent control, the cathode homogenization technology is expected to further break through the bottleneck and promote the development of the lithium battery industry towards high efficiency and low carbon.




START-STOP LITHIUM battery
Enov start-stop battery is designed to provide excellent performance for high-demand start-stop vaehicles. It adopts the third-generation intelligent lithium platform architecture to achieve technological breakthroughs in core indicators such as cycle life, environmental adaptability and energy density. Compared with the traditional lead-acid battery system, the energy efficiency is increased by 210%, the cycle life is extended by 8-10 times, and the monthly self-discharge rate is controlled within 3%. Enov's unique low-temperature battery technology makes a breakthrough in achieving stable output in the whole climate domain from -30℃ to 65℃, maintaining more than 90% of the effective capacity release under extremely cold conditions (-30℃), and maintaining 90% of the capacity in high temperature environments (65℃).
The start-stop battery series products cover the mainstream voltage platform of 12V/24V/48V, and support flexible configuration of LFP (lithium iron phosphate) and NCM (lithium nickel cobalt manganese oxide) dual-material system. All models adopt modular design to support customization of different model specifications. Enuo engineering and technical team to provide full cycle technical service support, if you need, please contact us.
Other products
UAV BATTERY
LITHIUM ENERGY STORAGE BATTERY
QUICK INQUIRY
FAQ
Access to high frequency technical questions with one click, get accurate answers on product application, after-sales policy and customization process.
Service and Support
Get the latest product specifications, explore professional OEM/ODM customization services, click to open exclusive technical support and production solutions.
Become a Partner
We sincerely invite resources to interconnect, work together for win-win development, and immediately open a new chapter of strategic cooperation!