Lithium-ion battery winding process
main content
Winding is one of the core processes in the manufacturing of lithium-ion batteries. By layering and winding the positive electrode sheet, separator and negative electrode sheet in a specific order, a battery cell is formed. The precision of this process directly affects the energy density, cycle life and safety of the battery. In high-power and high-vibration scenarios such as lithium-ion start-stop batteries for motorcycles, the optimization of the winding process is particularly crucial. It is necessary to precisely control tension, alignment, and material matching to enhance the vibration resistance and durability of the battery cell structure.
I. Core Principles and Processes of Winding Technology
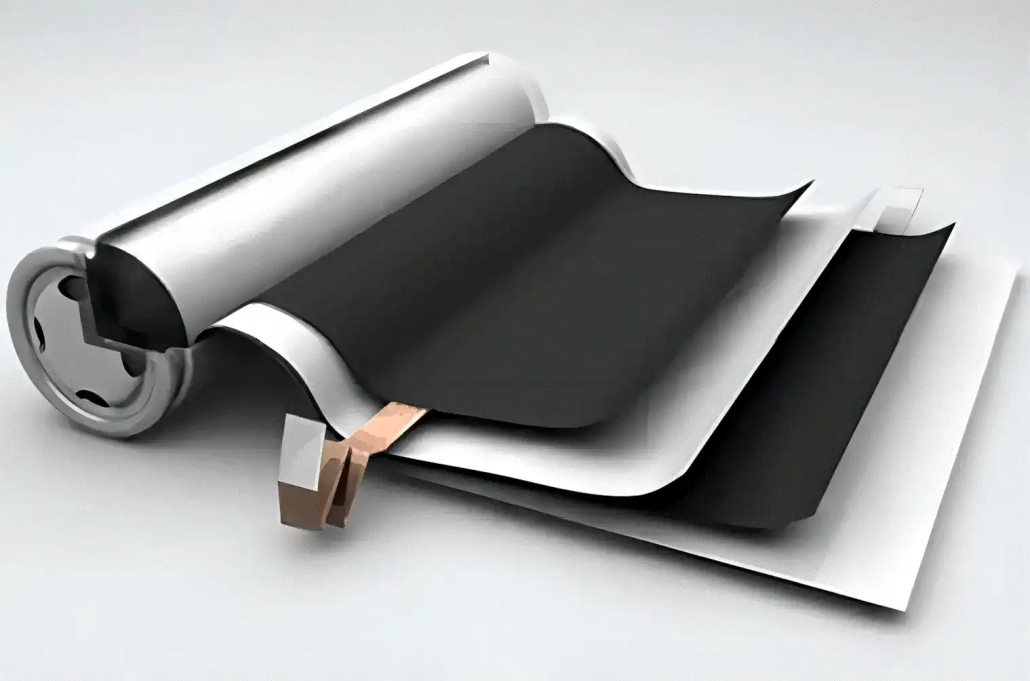
The winding process uses the positive electrode sheet (aluminum foil coated with active material), the separator (PP/PE substrate), and the negative electrode sheet (copper foil coated with graphite) as raw materials, and achieves precise stacking between layers through the rotation of the winding needle. As an insulating medium, the diaphragm must fully wrap the positive and negative electrode sheets to prevent direct contact and short circuits. Typical winding processes include:
Unwinding and tension control: The positive and negative electrode sheets and the diaphragm are unwound under constant tension (±0.1N) through a servo motor. The diaphragm needs to cover the edges of the positive and negative electrode sheets by 12mm to prevent edge short circuits caused by electrode sheet expansion.
Deviation correction and alignment: A CCD vision system is adopted to monitor the position of the electrode sheet in real time and dynamically adjust the lateral offset (with an accuracy of ±0.05mm) to ensure that the error of the TAB spacing is ≤±0.3mm.
Winding forming: Multiple layers of winding are completed through rhombic or circular winding pins (with a diameter of 35mm) at a constant linear speed (25m/s). The winding tension needs to be increased circle by circle to compensate for the inertial effect of the increased radius and prevent the electrode sheet from wrinkling or breaking.
Termination tape application: Apply termination tape (816mm in width) at the winding end to fix the battery cell structure and prevent rebound.
Tension gradient design: The initial tension is set at 300gf (diaphragm) and 500gf (electrode sheet). As the number of winding turns increases, the tension decreases by 510gf per turn to balance the stress distribution of the electrode sheet.
Temperature and humidity control: The diaphragm should be processed in an environment with a dew point of no more than 40℃ to prevent moisture absorption and uneven wetting of the electrolyte.
Dynamic radius compensation: The diameter error of the winding needle should be ≤±0.02mm. The Archimedes spiral model is used to calculate the radius change of the material layer in real time and optimize the matching of the winding speed.
Ii. the winding process of motorcycle start-stop batteries is special
Motorcycle batteries need to withstand mechanical vibrations caused by frequent starts and stops (with an acceleration of up to 1020g). The winding process enhances structural stability through the following optimizations:
High-precision TAB alignment: Laser die-cutting technology (burrs ≤5μm) is adopted in combination with a closed-loop deviation correction system to ensure that the TAB spacing error is ≤±0.3mm, reducing the risk of false welding.
Thermal lamination technology: Patterns are pressed onto the surface of the anode electrode sheet (the pressure of the embossing roller is 0.3MPa), and the interlayer sliding of the electrode sheet is suppressed by increasing the interfacial friction force, reducing the cycle expansion rate by 20%.
Gradient tension control: In the later stage of winding, a conical tension curve (such as a decrease of 25gf per turn) is adopted to reduce the stress concentration in the inner layer and avoid interlayer misalignment caused by vibration of the battery cells.
Thin coating design: The thickness of the negative electrode coating is controlled at 50 to 100μm, and a high proportion of conductive agent (20% to 50 wT. %) is used to reduce internal resistance, meeting the requirements of instantaneous high-rate discharge (starting current 200 to 300A).
Composite diaphragm application: Ceramic-coated diaphragms (such as Al₂O₃ coating) are used to enhance puncture strength (≥500N) and thermal stability (temperature resistance ≥200℃), preventing diaphragm rupture caused by vibration.
Iii. Technical Challenges and Innovation Directions
1. Current bottleneck
Cumulative effect of TAB misalignment: When the number of winding turns exceeds 50, for every 1μm increase in material thickness deviation, the TAB misalignment in the last turn can reach 7mm, and it needs to be optimized through the dynamic compensation algorithm for TAB spacing.
The adaptation challenge of silicon-based anodes: The expansion rate of silicon anodes is as high as 300%, and traditional winding is prone to cause the inner electrode sheets to break. It is necessary to develop flexible winding pins (such as circular winding pins) and pre-lithiation processes.
2. Technological innovation path
Intelligent winding system: Integrating a digital twin model, it simulates the stress distribution of battery cells in real time and feeds back to adjust the tension parameters. The CPK (Process Capability Index) has been increased from 1.33 to 2.0.
Integrated laser winding: By adopting a laser die-cutting and winding combined machine, the damage during electrode sheet transfer is reduced, and the production efficiency is increased by 50%.
Composite current collector technology: Composite copper foil (1μm copper layer) with PET/PP as the base material (46μm thick) reduces weight by 60%, increases energy density by 5%, and reduces burr size by 70% in the needle-puncture test.
1. Online monitoring system
X-ray full inspection: X-ray scanning is conducted on each layer of the electrode sheet of the core coil to detect alignment deviations and automatically remove defective products. The inspection accuracy is ±0.1mm.
Tension closed-loop feedback: The unwinding speed is adjusted in real time through a tension sensor (accuracy ±3%) to reduce the defects of wavy edges and serpentine bends on the electrode sheet.
2. Post-process verification
Preloading test: Apply a pressure of 1020MPa to the core coil to evaluate the rebound rate (≤0.8%) and thickness consistency (±3μm).
Cycle expansion analysis: After full charge disassembly, measure the expansion rate of the electrode plates. For motorcycle batteries, the expansion rate should be ≤15% after 1000 cycles.
Conclusion
The winding process, as the "precise weaving" step in the manufacturing of lithium-ion batteries, its technological progress directly determines the upper limit of the performance of the battery cells. In the field of motorcycle start-stop batteries, through the integration of high-precision tension control, composite material application and intelligent detection systems, the winding process has achieved a leap from traditional experience-driven to data-driven. In the future, with breakthroughs in solid-state battery and dry electrode technologies, the winding process will continue to evolve towards ultra-thinness, low stress, and high flexibility, providing better manufacturing solutions for high-reliability power batteries.
RELATED BLOG

START-STOP LITHIUM battery
Enov start-stop battery is designed to provide excellent performance for high-demand start-stop vaehicles. It adopts the third-generation intelligent lithium platform architecture to achieve technological breakthroughs in core indicators such as cycle life, environmental adaptability and energy density. Compared with the traditional lead-acid battery system, the energy efficiency is increased by 210%, the cycle life is extended by 8-10 times, and the monthly self-discharge rate is controlled within 3%. Enov's unique low-temperature battery technology makes a breakthrough in achieving stable output in the whole climate domain from -30℃ to 65℃, maintaining more than 90% of the effective capacity release under extremely cold conditions (-30℃), and maintaining 90% of the capacity in high temperature environments (65℃).
The start-stop battery series products cover the mainstream voltage platform of 12V/24V/48V, and support flexible configuration of LFP (lithium iron phosphate) and NCM (lithium nickel cobalt manganese oxide) dual-material system. All models adopt modular design to support customization of different model specifications. Enuo engineering and technical team to provide full cycle technical service support, if you need, please contact us.
Other products
UAV BATTERY
LITHIUM ENERGY STORAGE BATTERY
QUICK INQUIRY
FAQ
Access to high frequency technical questions with one click, get accurate answers on product application, after-sales policy and customization process.
Service and Support
Get the latest product specifications, explore professional OEM/ODM customization services, click to open exclusive technical support and production solutions.
Become a Partner
We sincerely invite resources to interconnect, work together for win-win development, and immediately open a new chapter of strategic cooperation!