Lithium-ion battery slitting process
main content
Slitting is a key process in the manufacturing of lithium-ion batteries, responsible for cutting the rolled electrode sheets into narrow-width electrode sheets that meet the design specifications of the battery cells. The slitting accuracy directly affects the dimensional consistency of the battery, the quality of the electrode sheet edge and safety. Especially in small-scale and high-power scenarios such as lithium-ion start-stop batteries for motorcycles, the requirements for the refinement of the slitting process are even more stringent. The following analysis will be conducted from the aspects of process principles, technical difficulties, quality control and innovation directions.
I. The Core Role and Process of Slitting Technology
Slitting achieves precise control of the width of the electrode sheet and the position of the TAB through longitudinal cutting, directly affecting the capacity matching and safety of the battery:
Dimensional consistency: The dimensional difference between the positive and negative electrode sheets and the separator should be controlled within 23mm (if the negative electrode needs to wrap around the positive electrode), otherwise it is easy to cause lithium plating or short circuit.
Edge quality: Metal burrs (such as copper foil burrs ≥100μm) may puncture the separator, causing an internal short circuit in the battery.
Adaptability: Due to the compact installation space of the motorcycle battery, the slitting width error should be ≤±0.1mm to ensure a perfect match between the electrode sheet and the shell after winding.
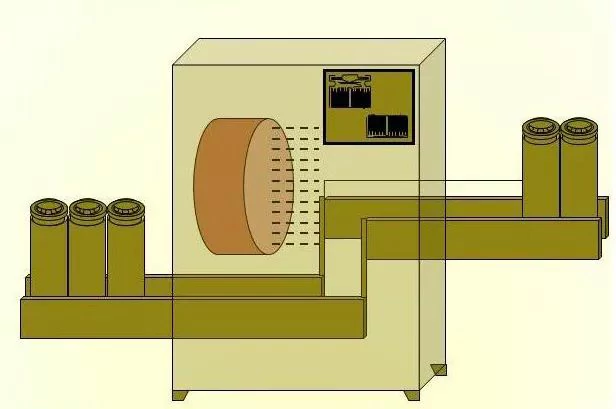
The slitting equipment is mainly composed of unwinding, tension control, deviation correction, cutting, dust removal and winding modules. The typical process is as follows:
Unwinding and tension control: A magnetic powder brake is adopted to achieve constant tension (±0.1N), preventing the electrode sheets from wrinkling or shifting.
Deviation correction: The edge of the electrode sheet is detected in real time through the CCD vision system, and the lateral position is automatically adjusted (accuracy ±0.05mm).
Cutting: Mainstream technologies include disc shearing (mechanical slitting) and laser cutting (non-contact). Laser cutting is often used in motorcycle batteries to reduce the risk of burrs.
Dust removal: The air knife and brush work together to remove metal debris generated during cutting (for example, when aluminum foil is slitted, the dust amount can reach 0.5g/m²), to prevent contamination of the electrode sheet surface.
Winding: The slip shaft is coordinated with taper tension control (tight inside and loose outside) to prevent misalignment between the layers of the electrode plates.
Ii. Technical Difficulties in Slitting and the Particularity of Motorcycle Batteries
Edge defects of the electrode sheet: including burrs, wavy edges, powder shedding, etc., among which metal burrs pose the greatest threat to safety. The generation of burrs can be reduced by optimizing the lateral pressure of the cutting tool (200600N) and the overlap amount (δ= thickness of the electrode sheet ×0.8).
Material property challenges: High-nickel cathodes (such as NCM811) are hygroscopic and need to be slit in an environment with a dew point <40℃. Ultra-thin copper foil (≤6μm) is prone to breakage and requires flexible tension control.
Dynamic precision control: When the electrode sheet belt speed reaches 120m/min, the laser cutting needs to synchronically adjust the spot position (response time ≤10ms) to ensure that the cutting trajectory is aligned with the coating area.
Miniaturization adaptation: Motorcycle batteries are small in size, and the slitting width is often 520mm. Therefore, high-rigidity knife shafts (with diameters ranging from 500 to 900mm) need to be used to suppress vibration.
High power demand: The proportion of conductive agent in the electrode sheet reaches 20% to 50%. During slitting, it is necessary to avoid coating peeling to prevent an increase in internal resistance. Using ultrasonic-assisted cutting can reduce particle agglomeration.
Environmental compatibility: The motorcycle vibrates intensely. After slitting, the electrode sheet must pass the bending resistance test (bending radius ≤3mm without cracks).
Iii. Slitting Quality Control and Inspection Technology
1. Direction of process upgrading
Compound cutting technology: Circular knife pre-cutting + laser fine finishing, balancing efficiency and precision (burrs ≤5μm), suitable for ternary material electrode sheets.
Dry slitting: Solvent-free cutting reduces pollution and is suitable for the manufacturing of solid-state battery electrode sheets.
Intelligent tool adjustment: A parameter adaptive system based on machine learning, which optimizes lateral pressure and overlap in real time.
2. Equipment upgrade trend
Integrated design: The slitting and winding combined machine increases efficiency by 50% and reduces damage during electrode plate transfer.
Blade material innovation: Nano-coated hard alloy (hardness HRC65) combined with surface nitriding treatment, the service life is extended to 7,000 cuts.
Green manufacturing: Dust recovery rate ≥99.5%, VOCs emissions ≤10mg/m³, meeting the requirements of the "Safety Technical Specification for Lithium-ion Batteries for Electric Bicycles".
Conclusion
Slitting, as a "precision cutting" process in lithium battery manufacturing, its technological progress directly drives a leap in battery performance and safety. In the field of motorcycle start-stop batteries, through the integration of laser cutting technology, dynamic tension control and intelligent detection systems, the slitting accuracy has exceeded the ±0.05mm limit, facilitating the stable output of high-power batteries under harsh working conditions. In the future, with the popularization of solid-state batteries and continuous production, slitting processes will continue to evolve towards ultra-precision and low loss, providing more reliable "cell-level" manufacturing guarantees for new energy power systems.




START-STOP LITHIUM battery
Enov start-stop battery is designed to provide excellent performance for high-demand start-stop vaehicles. It adopts the third-generation intelligent lithium platform architecture to achieve technological breakthroughs in core indicators such as cycle life, environmental adaptability and energy density. Compared with the traditional lead-acid battery system, the energy efficiency is increased by 210%, the cycle life is extended by 8-10 times, and the monthly self-discharge rate is controlled within 3%. Enov's unique low-temperature battery technology makes a breakthrough in achieving stable output in the whole climate domain from -30℃ to 65℃, maintaining more than 90% of the effective capacity release under extremely cold conditions (-30℃), and maintaining 90% of the capacity in high temperature environments (65℃).
The start-stop battery series products cover the mainstream voltage platform of 12V/24V/48V, and support flexible configuration of LFP (lithium iron phosphate) and NCM (lithium nickel cobalt manganese oxide) dual-material system. All models adopt modular design to support customization of different model specifications. Enuo engineering and technical team to provide full cycle technical service support, if you need, please contact us.
Other products
UAV BATTERY
LITHIUM ENERGY STORAGE BATTERY
QUICK INQUIRY
FAQ
Access to high frequency technical questions with one click, get accurate answers on product application, after-sales policy and customization process.
Service and Support
Get the latest product specifications, explore professional OEM/ODM customization services, click to open exclusive technical support and production solutions.
Become a Partner
We sincerely invite resources to interconnect, work together for win-win development, and immediately open a new chapter of strategic cooperation!