Lithium-ion battery crushing process
main content
Rolling (roller pressing) is a crucial process in the manufacturing of lithium-ion batteries, responsible for compacting the coated aluminum foil (positive electrode current collector) and copper foil (negative electrode current collector), which directly affects the energy density, cycle life and high-rate performance of the battery. In high-power application scenarios such as lithium-ion start-stop batteries for motorcycles, the optimization of the rolling process is particularly crucial. It is necessary to precisely control parameters such as pressure and temperature to balance the material density and structural stability, thereby meeting the short-term high-current discharge requirements.
1. Enhance the material's density and electrical conductivity
The coated electrode sheet has a loose and porous structure. The rolling process closely combines the active material particles with the current collector through the pressure of two rolls, reducing the porosity (usually from 50% to below 30%) and increasing the compaction density (for example, in ternary materials, it can reach 3.6g/cm³), thereby shortening the lithium-ion transport path and reducing the internal resistance (by 9% to 20%).
Example: The hot rolling technology (90160℃) can reduce the thickness deviation of the electrode sheet from ±1.9μm to ±0.8μm, and enhance the bonding force between particles through the melting of the binder, significantly improving the continuity of the conductive network.
2. Optimize the mechanical properties of the electrode sheet
The peel strength of the electrode sheet after rolling is enhanced, and its flexibility is improved, avoiding breakage or powder shedding during slitting or winding. Meanwhile, the high real density can suppress the expansion of the electrode sheet during the cycling process and extend the battery life.
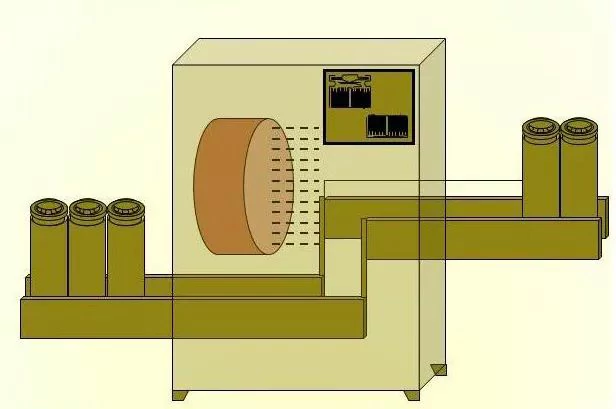
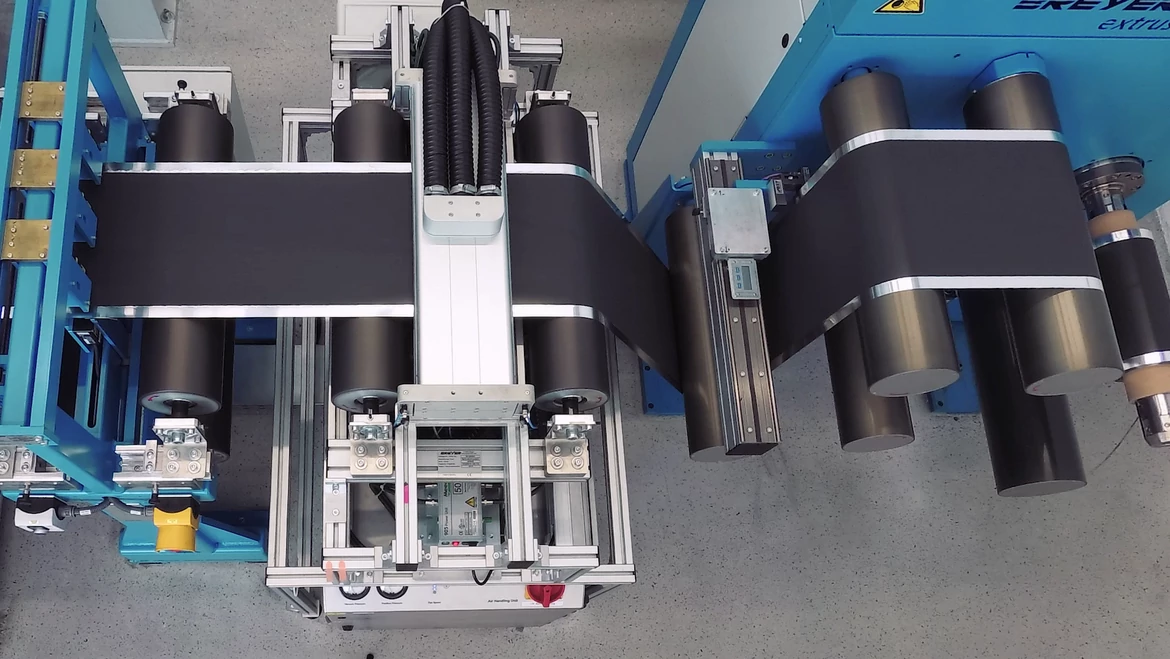
Ii. Rolling Process Flow and Key Technical Parameters
Unwinding and tension control: The base material precisely controls the tension (±0.1N) through a servo motor to prevent the electrode sheet from wrinkling or shifting.
Roller pressing unit: Double rollers (with diameters of 500 to 900mm) are used to apply pressure (200 to 600 mpa) to the electrode sheet, and the roller gap gap is adjusted in real time through a closed-loop hydraulic system to ensure consistency in thickness.
Hot pressing assistance: Heating rollers (40-300 ℃) soften the binder (such as PVDF), reducing particle breakage and rebound (the rebound rate can be reduced by 50%).
Winding and inspection: The online laser thickness gauge monitors the thickness fluctuation in real time (within ±3μm), and the surface density deviation is controlled within ±1.5%.
Pressure: Excessive pressure may cause the active particles to break or the current collector to deform, while insufficient pressure will prevent the target compaction density from being achieved. For instance, the common pressure for the cathode of lithium iron phosphate is 400 to 500 mpa.
Temperature: High temperatures (90 to 160℃) can reduce the deformation resistance of materials and enhance plasticity, but it is necessary to avoid the decomposition of the binder or the oxidation of the electrode sheets caused by excessively high temperatures.
Speed: The rolling speed is usually 10120m/min. If the speed is too fast, it will cause local stress concentration and affect uniformity.
The start-stop battery of a motorcycle needs to release high power in an instant (such as a starting current of 200 to 300A), which has extremely high requirements for the battery's internal resistance (usually less than 5mΩ) and cycle stability. The compaction process meets the requirements through the following optimizations:
1. Ultra-thin coating design: The negative electrode coating thickness is controlled at 50-100 μm. The resistance is reduced by a high proportion of conductive agent (20% - 50 wT. %), while maintaining a high surface density (≥4mAh/cm²).
2. Low rebound rate control: The hot rolling process is adopted to reduce the rebound of the electrode sheet (< 0.8%), avoiding uneven wetting of the electrolyte or deterioration of interface contact caused by electrode sheet rebound.
3. Online defect detection: Integrated machine vision system for real-time monitoring of burrs at the edge of the electrode sheet (< 1/2 of the diaphragm thickness) to prevent short circuits caused by piercing the diaphragm during winding.
Iv. Technical Challenges and Innovation Directions
1. Current challenges
High-nickel material processing: High-nickel materials such as NCM811 are highly hygroscopic and need to be compacted in an environment with a dew point less than 40℃, and a water-resistant coating process should be adopted.
Application of ultra-thin copper foil: Ultra-thin copper foil under 6μm is prone to breakage during rolling, so it is necessary to develop flexible rolling technology and optimize tension control.
2. Breakthroughs in cutting-edge technologies
Continuous production: The combination of twin-screw pulping and roller pressing equipment reduces batch differences and enhances consistency (for example, the efficiency of the coating and roller pressing integrated machine is increased by 50%).
Intelligent control: A parameter adaptive system based on machine learning dynamically adjusts pressure and temperature to adapt to the properties of different materials (such as the differences between graphite anodes and silicon-carbon anodes).
Composite current collector technology: Porous copper foil (porosity 17%) or coated copper foil can reduce weight and improve electrolyte wetting efficiency, making it suitable for high-power scenarios.
Conclusion
The rolling process, as the "shaping core" of lithium-ion battery manufacturing, its precision and innovation directly determine the upper limit of battery performance. In the field of motorcycle start-stop batteries, through thin coating design, hot rolling technology and intelligent control, power density and cycle life can be significantly improved. In the future, with the promotion of solid-state batteries and dry electrode technologies, the compaction process will continue to evolve towards ultra-thinness, low energy consumption and intelligence, driving the new energy power system towards higher efficiency and reliability.
RELATED BLOG



START-STOP LITHIUM battery
Enov start-stop battery is designed to provide excellent performance for high-demand start-stop vaehicles. It adopts the third-generation intelligent lithium platform architecture to achieve technological breakthroughs in core indicators such as cycle life, environmental adaptability and energy density. Compared with the traditional lead-acid battery system, the energy efficiency is increased by 210%, the cycle life is extended by 8-10 times, and the monthly self-discharge rate is controlled within 3%. Enov's unique low-temperature battery technology makes a breakthrough in achieving stable output in the whole climate domain from -30℃ to 65℃, maintaining more than 90% of the effective capacity release under extremely cold conditions (-30℃), and maintaining 90% of the capacity in high temperature environments (65℃).
The start-stop battery series products cover the mainstream voltage platform of 12V/24V/48V, and support flexible configuration of LFP (lithium iron phosphate) and NCM (lithium nickel cobalt manganese oxide) dual-material system. All models adopt modular design to support customization of different model specifications. Enuo engineering and technical team to provide full cycle technical service support, if you need, please contact us.
Other products
UAV BATTERY
LITHIUM ENERGY STORAGE BATTERY
QUICK INQUIRY
FAQ
Access to high frequency technical questions with one click, get accurate answers on product application, after-sales policy and customization process.
Service and Support
Get the latest product specifications, explore professional OEM/ODM customization services, click to open exclusive technical support and production solutions.
Become a Partner
We sincerely invite resources to interconnect, work together for win-win development, and immediately open a new chapter of strategic cooperation!