Lithium-ion battery cleaning process
main content
Cleaning, as a crucial process in the manufacturing of lithium-ion batteries, directly determines the interface stability, safety and long-term reliability of the battery by removing oil stains, metal shavings, dust and other impurities from the surfaces of electrodes, casings and connecting parts. In the field of lithium-ion start-stop batteries for motorcycles, the cleaning process needs to take into account the challenges of high-frequency vibration, extreme temperature changes and complex working conditions. Technological innovation and quality control have become the core links to ensure battery performance. This article conducts an analysis from the dimensions of cleaning mechanism, technological evolution, the particularity of motorcycle applications and quality control.
1. Types and Hazards of Pollutants
During the battery manufacturing process, the residual drawing die oil and stamping oil (containing fatty acid ester compounds) on the surface of the electrode sheet will increase the internal resistance (each ppm of oil contamination leads to an increase of 0.1mΩ in the internal resistance). Metal debris (such as copper and aluminum particles) may cause internal short circuits. If the self-discharge rate exceeds 0.5mV/d, it will be judged as unqualified. Motorcycle batteries need to withstand vibration. If the oxide layer (such as Al₂O₃) at the TAB connection is not completely removed, the welding strength will be reduced by more than 30%.
2. Interface cleanliness standards
According to industry standards, the metal impurities on the surface of the positive electrode sheet should be ≤1ppm, the carbon powder residue on the negative electrode sheet should be ≤5ppm, and the surface roughness Ra of the shell should be ≤0.8μm. Motorcycle batteries need to be frequently started and stopped. The porosity of the electrode sheets should be controlled at 50-60% for the graphite anode and 30-40% for the lithium iron phosphate cathode. After cleaning, the moisture content should be ≤2000ppm to ensure the wetting efficiency.
Ii. Particularity of Battery Cleaning for Motorcycle Start-Stop
1. Vibration resistance and miniaturization adaptation
TAB cleaning and strengthening: Plasma cleaning (20kHz, power 300W) is adopted to remove the oxide layer on the surface of aluminum/copper tabs, increasing the welding strength by 40%. The pre-pressed ripple design (peak height 0.10.2mm) reduces the risk of vibration stripping by increasing the contact area.
Micro-shell processing: For cylindrical shells with a diameter of Φ18mm, laser cleaning (wavelength 1064nm, pulse width 20ns) is adopted to remove micron-level burrs, increasing the space utilization rate to 92%. After cleaning, it is combined with a double-layer sealing structure (inner O-ring rubber + outer epoxy resin adhesive) to achieve an IP67 protection level.
2. Low-temperature performance optimization
Hydrocarbon cleaning agents (such as ZrATMP) can maintain their activity at 40℃. When combined with water-based binders, they can achieve low-temperature spot welding processes (≤70℃), reducing energy consumption by 30% compared to traditional NMP systems. The cleaned electrode sheets were pre-lithiated, and the discharge capacity retention rate at 30℃ was increased to 85%.
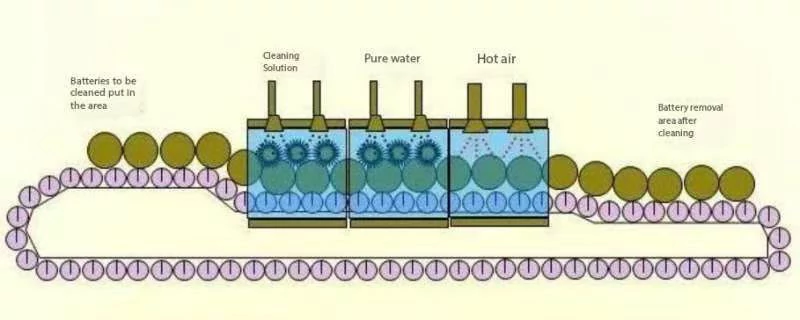
1. Ultrasonic cleaning technology
Fully automatic process: Utilizing 40kHz high-frequency ultrasonic waves (power density ≥1.5W/cm²) in combination with Mosen cleaning agent (1:20 mixed with water, 60℃), the cleaning efficiency reaches 4000PCS/h. During the rinsing stage, deionized water (with a conductivity of ≤1μS/cm) is used. The final spin-drying speed is 3000rpm, and the residual moisture content is ≤50ppm.
Defect control: The arrangement of the cleaning blue inner electrode sheets is monitored in real time by a 5μm linear array CCD to avoid edge wear caused by lamination (wavy edge ≤0.5mm).
2. Low-temperature plasma cleaning
Before battery assembly, a plasma was generated using a mixed gas of Ar/O₂ (in a ratio of 4:1), which effectively removed organic contaminants on the surface of the separator, increasing the surface energy of the separator from 30mN/m to 72mN/m and reducing the electrolyte wetting time to 5 seconds. This technology is particularly applicable to silicon-carbon anodes and can reduce the expansion rate difference caused by the unevenness of the SEI film (≤0.8mm/1000 cycles).
3. Technological innovation of hydrocarbon cleaning agents
The new perfluorinated hydrocarbon solvents (such as F113) have a solubility of up to 98% for mineral oil. Combined with a vacuum distillation recovery system (with a recovery rate of ≥90%), they can achieve VOCs emissions of ≤10mg/m³. In the cleaning of aluminum shells, this solvent can reduce the porosity from 2.5% to 0.8% and increase the burst pressure to 1.5MPa.
Iv. Key Process Parameters and Intelligent Control
1. Parameter optimization matrix
Ultrasonic power density
The positive electrode adopts a high-energy cleaning strategy, with the power density range set at 1.2-1.8 W/cm², to deeply remove nanoscale residual carbon through the cavitation effect. The negative electrode adopts a gentle parameter of 0.8-1.2 W/cm² to prevent damage to the interlayer structure of graphite.
Plasma treatment time
For the residual metal oxides on the surface of the cathode material, the plasma treatment was extended to 30-60 seconds (13.56 MHz radio frequency source). The negative electrode processing time is compressed to 20-40 seconds to prevent excessive etching from damaging the SEI film precursor.
Concentration of hydrocarbon solvents
The positive electrode cleaning solution adopts a high-concentration DEC/DMC mixed solvent of 3-5 wt% to enhance the dissolution of the residual binder. The concentration of the negative electrode solvent was reduced to 2-4 wt%, reducing the risk of CMC swelling.
Rinse water flow rate
In the positive electrode rinsing stage, deionized water with a large flow rate of 5-8 L/min is used for flushing to ensure that there is no ion residue in the current collector channel. The negative electrode is controlled at 3-5 L/min to maintain the moisture wetting balance on the surface of the graphite particles.
Drying temperature control
The positive electrode foil material is rapidly dehydrated by high-temperature hot air at 80-100℃, with a moisture content of ≤50 ppm. The drying temperature of the negative electrode is limited to 60-80℃ to prevent the oxidation of graphite from causing the initial efficiency decline.
2. Online monitoring system
Integrated with the LN8541 conductivity sensor, it can monitor the purity of the rinsing water in real time (deviation ≤±3%), and automatically trigger the water change mechanism in case of abnormality.
The X-ray detection system (with a resolution of 5μm) analyzes the pore distribution of the electrode sheet and, in combination with AI algorithms, identifies the uncleaned areas (false detection rate ≤0.1%).
V. Quality Control and Environmental Protection Requirements
1. Testing standard system
Helium mass spectrometry leak detection: Sensitivity 1×10⁻⁷Pa·m³/s, the accuracy is improved by three orders of magnitude compared with traditional water detection, and it can identify micrometer-level shell cracks.
Cyclic expansion test: After full charging, disassemble and measure the displacement of the electrode plates. For motorcycle batteries, the expansion rate after 1000 cycles should be ≤0.8mm.
2. Trends in green manufacturing
By using bio-based solvents (such as modified polyurethane with soybean oil), the degradability rate is ≥85%. Combined with microwave-assisted cleaning technology, the comprehensive energy consumption is reduced by 40% compared with traditional processes. The wastewater treatment system integrates reverse osmosis (RO) and electrodialysis (ED), achieving a removal rate of heavy metal ions (Ni²+, Mn²+) of ≥99.9%.
Conclusion
Technological innovations in cleaning processes are driving the iteration of lithium-ion start-stop batteries for motorcycles towards higher cleanliness and reliability. Through the synergistic effect of ultrasonic waves and plasma, the deep integration of intelligent detection systems and environmentally friendly materials, modern battery cleaning has broken through the traditional cleaning bottleneck. In the future, with breakthroughs in solid-state electrolyte technology and dry electrode processes, the cleaning process may be deeply integrated with electrode sheet forming, interface modification and other procedures, providing a more efficient "clean heart" for new energy motorcycles.





START-STOP LITHIUM battery
Enov start-stop battery is designed to provide excellent performance for high-demand start-stop vaehicles. It adopts the third-generation intelligent lithium platform architecture to achieve technological breakthroughs in core indicators such as cycle life, environmental adaptability and energy density. Compared with the traditional lead-acid battery system, the energy efficiency is increased by 210%, the cycle life is extended by 8-10 times, and the monthly self-discharge rate is controlled within 3%. Enov's unique low-temperature battery technology makes a breakthrough in achieving stable output in the whole climate domain from -30℃ to 65℃, maintaining more than 90% of the effective capacity release under extremely cold conditions (-30℃), and maintaining 90% of the capacity in high temperature environments (65℃).
The start-stop battery series products cover the mainstream voltage platform of 12V/24V/48V, and support flexible configuration of LFP (lithium iron phosphate) and NCM (lithium nickel cobalt manganese oxide) dual-material system. All models adopt modular design to support customization of different model specifications. Enuo engineering and technical team to provide full cycle technical service support, if you need, please contact us.
Other products
UAV BATTERY
LITHIUM ENERGY STORAGE BATTERY
QUICK INQUIRY
FAQ
Access to high frequency technical questions with one click, get accurate answers on product application, after-sales policy and customization process.
Service and Support
Get the latest product specifications, explore professional OEM/ODM customization services, click to open exclusive technical support and production solutions.
Become a Partner
We sincerely invite resources to interconnect, work together for win-win development, and immediately open a new chapter of strategic cooperation!